Surface treatment
-
-
The most fundamental role of the surface treatment is to remove all foreign matter from the substrate, which could lead to early failure in the coating specification and to clean the substrate so that the paint is adhered well to the substrate.
The most important factor that determines the success or failure of the coating is the surface treatment.
Since the adherence between the paint and the substrate is reduced by foreign matter attached to the surface of the substrate, coating often becomes unsuccessful. For the surface treatment, there are mechanical and chemical methods. The mechanical method is generally used for the surface treatment in construction coating. The influence of the surface treatment on the coating effect is shown in the table below.The effect of each factor on the coating life upon coating
Factor Contribution rate (%) Surface treatment 50% Frequency of coating (difference between one and two coats) 20% Type of coating (difference between the same type of paints) 5% Others 25% ※ Others (coating environment, proficiency, etc.)
1. Concrete and Mortar
The parts made of cement accounts for the largest part of a building. Thus, among various paints, the paint that is applied to the cement parts is most frequently used. Since concrete and mortar contains moisture for a while after construction and also contains alkaline materials, care should be taken for moisture and alkali before coating.
(1) Moisture
The substrate must be sufficiently dried to be coated. Generally, the drying time of cement material is not prescribed, but as follows.
Construction Time Summer Spring & autumn Winter Concrete 21 days 21~28 days 28 days Mortar 14 days 14~21 days 21 days (2) Alkali
It is usually maintained at a pH of12 ~ 13 at the time of construction and gradually neutralized from the surface by carbon dioxide gas in the air during curing. However, the alkali component, which is not easily neutralized, migrates to the surface along with moisture remaining inside of the surface due to the shape or cracks of the structure and causes whitening, peeling and discoloration of the coating film. Usually, alkalinity should be a pH of 9.5 or less to be applied.
(3) Condition of the substrate to be coated
Upon using the mold, the release agent, sand powder, and laitance are factors that hinder the adhesion of paint, thus defective areas should be treated properly.
* Laitance: It is a weak concrete layer formed during coating on concrete as Ca(OH)₂ and CaCO₃ are present on the surface by the interaction of CaO in cement with water or carbon dioxide (CO₂).(4) Crack
Cracks caused by ambient temperature, humidity change, and other conditions should be filled in with the prescribed filler before coating. At this time, the product recommended by the manufacturer should be used.
(5) Concrete substrate adjustment
① Get rid of moisture in the dried and cured state of the substrate and remove other debris or extraneous matter. ② For the prevention of absorption, apply with a water-based sealer or an epoxy sealer, etc. ③ Fill the cracks and holes with cement, water-based caulking, putty, etc. ④ Polish the rough putty surface with sandpaper.
(6) Basics of concrete coating
① Investigate the quality of paints and become acquainted with how to use them. ② Arrange the substrate neatly and choose appropriate coating tools and equipment. ③ Use the paint after stirring it well. It is recommended to paint many thin coats instead of applying one thick coat. ④ Coat by avoiding dust, low-temperature, and high-humidity. ⑤ Avoid direct sunlight.
2. Steel
On the metal surface, oil, rust, mill scale and dust are always generated or adhered. According to the degree of surface treatment, the adhesion and durability of the coating film are greatly influenced, thereby determining the life of metal. Therefore, surface treatment is a very important coating pretreatment step. The better the surface treatment for the metal, the better the durability of the coating film even when the same paint is used. So, the prescribed surface treatment is essential for a good coating finish.
(1) Abrasives
Steel grit, shot and sand are suitable as abrasives used for blast. The abrasives that can form adequate surface roughness and that are clean and dry should be used.
The surface roughness according to the type and size of abrasives is presented in the following table.Type of Abrasives Maximum particle (mesh) Maximum surface roughness (μm) Sand Large 12 70 Medium 18 62.5 Small 30 50 Grit SAE G-50 25 82.5 G-40 18 90 G-25 16 100 Shot SAE G-230 18 75 G-330 16 82.5 G-390 14 90 (2) Surface roughness
The surface roughness is closely related to the surface treatment and should be specified in the coating specification separately from the surface treatment grade.
(3) Surface cleaning
In order to prevent any foreign matter from remaining on the blasted metal surface, vacuum cleaning and high-pressure dry air should be used to remove steel, grit, sand, dust, etc.
(4) Surface treatment specifications
For surface treatment specifications, the following SSPC, SIS, BS and NACE specifications should be followed.
Summary of surface treatment specifications
• Steel Structures Painting Council
• Swedish Standards Institution
• British Standards Institution
• National Association of Corrosion EngineersSSPC-SP1-63 Solvent cleaning Remove dust, soil, salt and contaminants by cleaning with solvent, steam, alkali, emulsion and water vapor. SSPC-SP2-63
SIS 05 5900Hand Tool Cleaning
B,C,D-St``2By using hand tools, chipper, descaler, sandpaper, wire brush and grinder, remove flaking rust, flaking mill scale and flaking coating film at the instructed level. SSPC-SP3-63
SIS 05 5900Power Tools
B,C,D-St``3By using power cleaning tools, chipper, escaler, sandpaper, wire brush and grinder, remove flaking rust, flaking mill scale and flaking coating film at the instructed level. SSPC-SP4-63 Flame Cleaning of New Steel Using flame cleaning, dry and remove rust, flaking mill scale and a slightly hard mill scale after flame cleaning and finish with a wire brush. SSPC-SP5-63
SIS 05 5900
BS 4232
NACE“White Metal” Blast Cleaning
A,B,C,D-Sa`3
Grade 1
NO.1Dry or wet blast cleaning by wheels or nozzles using sand, grit and shot removes 100% of all visible rust, mill scale coating and other foreign matter.
(For coating objects placed in a severely corrosive environment that may require high cleaning expenses).SSPC-SP6-63
SIS 05 5900
BS 4232
NACE“General” Blast Cleaning
B,C,D-Sa`2
Grade 3
NO.3Carry out blast cleaning for all visible residue on more than 67% of the surface area.
(For coating objects placed in a relatively severe exposure condition)SSPC-SP7-63
SIS 05 5900
NACE“Brush” Blast Cleaning
B,C,D-Sa`1
NO.4While evenly exposing a large number of stains on the entire metal surface, carry out blast cleaning for all excluding the tightly-adhering mill scale, rust and coating film. SSPC-SP8-63 Acid treatment Completely remove rust and mill scale by acid treatment, double acid treatment and electrolytic acid treatment. Smooth the surface. SSPC-SP9-63T After letting it sit for a while, blast clean In order to remove some or all of the mill scale, carry out blast cleaning with one of the above specifications after letting it sit. SSPC-SP10-63T
SIS 05 5900
BS 4232
NACE“Semi-White Metal” Blast Cleaning A, B, C, D-Sa 2½
Grade 2
NO.2Carry out blast cleaning for all visible residue up to 95% of the surface area as in white metal cleaning.
(For coating objects placed in high humidity, chemical environments, marine environment and other corrosive conditions)(5) Anti-corrosion grade of steel disc
Grade symbol Description of surface state A Mill scale is present on the entire surface B 50% of mill scale is eliminated, and red rust has started to generate C Almost all mill scale is eliminated, and there is a lot of red rust, but no pitting D Mill scale is completely eliminated, and there is pitting on the entire surface, while covered with hard red rust. (6) Minimum surface treatment by paint type
Paint type Minimum surface treatment Dry oil SSPC-SP 2 or 3 Alkyd SSPC-SP 6 Vinyl SSPC-SP 10 or 6 Chlorinated rubber SSPC-SP 10 or 6 Epoxy SSPC-SP 10 or 6 Coal tar epoxy SSPC-SP 10 or 6 Urethane SSPC-SP 10 or 6 Organic zinc SSPC-SP 10 or 6 Inorganic zinc SSPC-SP 10 or 6 3. Nonferrous metal
Nonferrous metals are less susceptible to corrosion than ferrous metals. If coating is necessary, the surface should be treated with a mechanical or chemical method to improve the adhesion of coating.
(1) Galvanized metal surface
White salt and other contaminants formed on the surface should be removed with solvent, and the surface should be treated with an etching solution or etching primer recommended in the coating specifications.
(2) Aluminum surface
The surface can be cleaned with a solvent. The parts other than the electrically treated should be blasted with a light abrasive or the recommended coating specifications should be referred to.
(3) Others
The surface should be cleaned with an appropriate solvent, and the recommended coating specifications should be referred to.
*. Etching Primer
Etching primer is also called a wash primer or a metal pretreatment paint and is also used as a pretreatment undercoat of a metal surface to be coated. It is used for improving coating adhesion or as a temporary anti-corrosive paint in some cases. As a 2K paint, polyvinyl butyral resin and zinc chromate are the main components, and as a solvent, butanol, isopropyl alcohol, etc. are used. Additives are composed of phosphoric acid and alcohols. Its function is to prevent the corrosion of steel surfaces by zinc chromate and phosphoric acid, and polyvinyl butyral resin reinforces the crosslinking reaction with phosphoric acid. In order to enhance the adhesive force between the top coat and the material, nonferrous metals such as aluminum and zinc are widely used.4. Wood
It is no exaggeration that the goodness and the badness of the coating are determined depending on the degree of substrate adjustment in wood painting.
(1) Substrate Sanding
It is effective to perform ground sanding by dividing it into two steps: rough sanding and finish sanding. For rough sanding, sandpaper #100~180 and for finish sanding, #320~400 are appropriate. The main purpose of rough sanding is to achieve the smoothness of the overall surface, and up to 80% of the entire sanding work should be completed at this step. The remaining 20% should be done by finish sanding to correct substrate flaws such as sanding marks of rough sanding, etc. If fine sandpaper is used from the beginning, bumps cannot be removed, and only the surface is polished, thus the overall smoothness cannot be obtained.
Carry out after placing a wooden block with a hard rubber or solid belt attached to sandpaper and make sure that the sanding direction is parallel to the wood grain.
If sanding is performed not following the wood grain, sanding marks will remain, and it is likely to cause stains upon coloring.
As a mechanical method, a face grinding machine such as a portable sander or a wide belt sander, etc. or a line grinding machine such as a drum sander, etc. is used.
It is usually preferable to make the wood somewhat thicker than when hand sanding is performed.
After finishing sanding, thoroughly clean the surface including inside pores by pumping compressed air. If abrasive residue remains, it often causes adhesion failure. Care should be taken not to make it dirty with bare hands after cleaning.(2) Wet Sanding
Small dents, scratches, adhesive stains, etc. cannot be sufficiently removed only by ground sanding. Thus, wet sanding should be carried out.
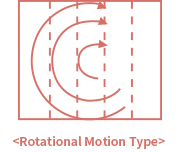
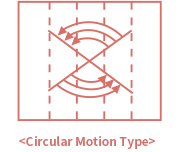
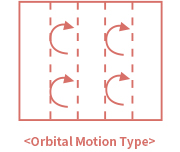
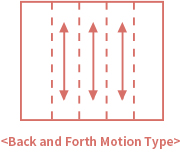
If water is applied to the surface, the materials of flaws or stains become clear, and blistering occurs. Then, if the surface is polished with sandpaper, defects are removed. Strong force should not be applied with this sanding. It is essential to lightly remove them by increasing the sanding time.*.Electric Sander: There are four motion types.
In order to prevent defects due to contaminants caused by surface oxidation, the coating object, for which the surface treatment has been done, should be coated within 5 hours after blast surface treatment and within 8 hours after other surface treatments, while not exceeding one day.
-
-
-
The most fundamental role of the surface treatment is to remove all foreign matter from the substrate, which could lead to early failure in the coating, and to clean the substrate so that the paint is adhered well to the substrate. The most important factor that determines the success or failure of the coating is the surface treatment. Since the adhesion between the paint and the substrate is reduced by foreign matter attached to the surface of the substrate, coating often becomes unsuccessful. For the surface treatment, there are mechanical and chemical methods. The mechanical method is generally used for the surface treatment in construction coating. The influence of the surface treatment on the coating effect is shown in the table below.
The parts made of cement accounts for the largest part of s building. Since the concrete and mortar contain moisture for a while after construction and also contain strong alkaline materials (pH12~13) and are gradually neutralized from the surface by carbon dioxide gas in the air during curing, care should be taken for moisture and alkali before coating. Concrete and mortar should be sufficiently cured before coating, and an abrasive should be sprayed (at least SSPC-SP7) to remove moisture (moisture content less than 6%, pH less than 9.5), oil and other foreign matter (release agent, laitance, etc.). However, the alkali component that is not easily neutralized migrates to the surface along with moisture remaining inside of the surface due to the shape or cracks of the structure and causes whitening, peeling and discoloration of the coating film. Therefore, the alkalinity should be loweredThe effect of each factor on the coating life upon coating
Factor Contribution rate (%) Surface treatment 50% Frequency of coating (difference between one and two coats) 20% Type of coating (difference between the same type of paints) 5% Others 25% ※ Others (coating environment, proficiency, etc.)
(1) Moisture
The substrate must be sufficiently dried to be coated. Generally, the drying time of cement material is not prescribed, but as follows.
Construction Time Summer Spring & autumn Winter Concrete 21 days 21~28 days 28 days Mortar 14 days 14~21 days 21 days (2) Alkali
It is usually maintained at a pH of 12 ~ 13 at the time of construction and gradually neutralized from the surface by carbon dioxide gas in the air during curing. However, the alkali component that is not easily neutralized migrates to the surface along with moisture remaining inside of the surface due to the shape or cracks of the structure and causes whitening, peeling and discoloration of the coating film. Usually, the alkalinity should be a pH of 9.5 or less to be coated.
(3) Condition of the substrate to be coated
Upon using the mold, the release agent, sand powder, and laitance are factors that hinder the adhesion of paint, thus the defective areas should be treated properly.
* Laitance: It is a weak concrete layer formed during coating on concrete as Ca(OH)₂ and CaCO₃ are present on the surface by the interaction of CaO in cement with water and carbon dioxide (CO₂).(4) Crack
Cracks caused by ambient temperature, humidity change, and other conditions should be filled in with the prescribed filler before coating. At this time, Noroo Seal 6600 epoxy putty should mainly be used.
(5) Concrete substrate adjustment
① Get rid of moisture from the dried and cured substrate and remove other debris or extraneous matter. ② For the prevention of absorption, coat with a water-based sealer or an epoxy sealer, etc. according to the type of coating material. ③ Fill the cracks and holes with cement, water-based caulking, putty, etc. ④ Polish the rough putty surface with sandpaper.
(6) Basics of concrete coating
① Investigate the quality of paints and become acquainted with how to use them. ② Arrange the substrate neatly and choose appropriate coating tools and equipment. ③ Use the paint after stirring it well. It is recommended to paint many thin coats instead of applying one thick coat. ④ Coat by avoiding dust, low-temperature, and high-humidity. ⑤ Avoid direct sunlight.
As for the coating object, for which surface treatment has been done, subsequent coating should be carried out as soon as possible. Particularly for steel, in order to prevent deterioration of the quality due to surface oxidation, the paint should be applied within 4 hours after the surface treatment in the case of blast surface treatment.
-
-
-
The most fundamental role of the surface treatment is to remove all foreign matter from the substrate, which could lead to early failure in the coating, and to clean the substrate so that the paint is adhered well to the substrate. The most important factor that determines the success or failure of the coating is the surface treatment. Since the adhesion between the paint and the substrate is reduced by foreign matter attached to the surface of the substrate, coating often becomes unsuccessful. For the surface treatment, there are mechanical and chemical methods. The mechanical method is generally used for the surface treatment in construction coating. The influence of the surface treatment on the coating effect is shown in the table below.
The parts made of cement accounts for the largest part of s building. Since the concrete and mortar contain moisture for a while after construction and also contain strong alkaline materials (pH12~13) and are gradually neutralized from the surface by carbon dioxide gas in the air during curing, care should be taken for moisture and alkali before coating. Concrete and mortar should be sufficiently cured before coating, and an abrasive should be sprayed (at least SSPC-SP7) to remove moisture (moisture content less than 6%, pH less than 9.5), oil and other foreign matter (release agent, laitance, etc.). However, the alkali component that is not easily neutralized migrates to the surface along with moisture remaining inside of the surface due to the shape or cracks of the structure and causes whitening, peeling and discoloration of the coating film. Therefore, the alkalinity should be lowered by the pickling method.The effect of each factor on the coating life upon coating
Factor Contribution rate (%) Surface treatment 50% Frequency of coating (difference between one and two coats) 20% Type of coating (difference between the same type of paints) 5% Others 25% ※ Others (coating environment, proficiency, etc.)
(1) Moisture
The substrate must be sufficiently dried to be coated. Generally, the drying time of cement material is not prescribed, but as follows.
Construction Time Summer Spring & Autumn Winter Concrete 21 days 21~28 days 28 days Mortar 14 days 14~21 days 21 days (2) Alkali
It is usually maintained at a pH of12 ~ 13 at the time of construction and gradually neutralized from the surface by carbon dioxide gas in the air during curing. However, the alkali component, which is not easily neutralized, migrates to the surface along with moisture remaining inside of the surface due to the shape or cracks of the structure and causes whitening, peeling and discoloration of the coating film. Usually, alkalinity should be a pH of 9.5 or less to be applied.
(3) Condition of the substrate to be coated
Upon using the mold, the release agent, sand powder, and laitance are factors that hinder the adhesion of paint, thus defective areas should be treated properly.
* Laitance: It is a weak concrete layer formed during coating on concrete as Ca(OH)₂ and CaCO₃ are present on the surface by the interaction of CaO in cement with water or carbon dioxide (CO₂).(4) Crack
Cracks caused by ambient temperature, humidity change, and other conditions should be filled in with the prescribed filler before coating. At this time, the product recommended by the manufacturer should be used.
(5) Concrete substrate adjustment
① Get rid of moisture in the dried and cured state of the substrate and remove other debris or extraneous matter. ② For the prevention of absorption, apply with a water-based sealer or an epoxy sealer, etc. ③ Fill the cracks and holes with cement, water-based caulking, putty, etc. ④ Polish the rough putty surface with sandpaper.
(6) Basics of concrete coating
① Investigate the quality of paints and become acquainted with how to use them. ② Arrange the substrate neatly and choose appropriate coating tools and equipment. ③ Use the paint after stirring it well. It is recommended to paint many thin coats instead of applying one thick coat. ④ Coat by avoiding dust, low-temperature, and high-humidity. ⑤ Avoid direct sunlight.
As for the coating object, for which surface treatment has been done, subsequent coating should be carried out as soon as possible. Particularly for steel, in order to prevent deterioration of the quality due to surface oxidation, the paint should be applied within 4 hours after the surface treatment in the case of blast surface treatment.
-
-
-
The most fundamental roles of surface treatment are
1) To remove all foreign matter from the substrate that may cause early failure in coating specifications, and 2) To clean the substrate so that the paint can be adhered well to the substrate. The most important factor that determines the success or failure of the coating is the surface treatment. Since the adhesion between the paint and the substrate is reduced by foreign matter attached to the surface of the substrate, coating often becomes unsuccessful. The most well-known foreign matter include oil, rust, mill scale and chemicals such as chlorides and sulfates. The surface treatment of the metal can be described as “completely removing any residual material that deteriorates adhesion to the metal surface or that is not compatible.”
For the surface treatment, there are mechanical and chemical methods. The mechanical method is generally used for the surface treatment in heavy duty coating. The influence of the surface treatment on the coating effect is shown in the table below.The effect of each factor on the coating life upon coating
Factor Contribution rate (%) Surface treatment 50% Frequency of coating (difference between one and two coats) 20% Type of coating (difference between the same type of paints) 5% Others 25% ※ Others (coating environment, proficiency, etc.)
1. Steel
On the metal surface, oil, rust, mill scale and dust are always generated or adhered. According to the degree of surface treatment, the adhesion and durability of the coating film are greatly influenced, thereby determining the life of metal. Therefore, surface treatment is a very important coating pretreatment step. The better the surface treatment for the metal, the better the durability of the coating film even when the same paint is used. So, the prescribed surface treatment is essential for a good coating finish.
(1) Abrasives
Steel grit, shot and sand are suitable as abrasives used for blast. The abrasives that can form adequate surface roughness and that are clean and dry should be used.
Type of Abrasives and Maximum surface Roughness
The surface roughness according to the type and size of abrasives is presented in the following table.Type of Abrasives Maximum particle (mesh) Maximum surface roughness (μm) Sand Large 12 70 Medium 18 62.5 Small 30 50 Grit SAE G-50 25 82.5 G-40 18 90 G-25 16 100 Shot SAE G-230 18 75 G-330 16 82.5 G-390 14 90 (2) Surface roughness
The surface roughness is closely related to the surface treatment and should be specified in the coating specification separately from the surface treatment grade.
(3) Surface cleaning
In order to prevent any foreign matter from remaining on the blasted metal surface, vacuum cleaning and high-pressure dry air should be used to remove steel, grit, sand, dust, etc.
(4) Surface treatment specifications
For surface treatment specifications, the following SSPC, SIS, BS and NACE specifications should be followed.
Summary of surface treatment specifications
• Steel Structures Painting Council
• Swedish Standards Institution
• British Standards Institution
• National Association of Corrosion EngineersMethod SSPC NACE ISO Contents Solvent Cleaning SP1 By cleaning with organic solvents, emulsions, alkalis and steam,remove contaminants such as oil, grease, dust, wax, and soil. Hand Tool Cleaning SP2 St2 or ST 3 By using hand tools, chipper, descaler, sandpaper, wire brush and grinder, remove flaking rust, flaking mill scale and flaking coating film at the instructed level. Power Tool Cleaning SP2 St2 or ST 3 Rotary Wire Brush, Impact Tools, Rotary By using power tools such as scalers, grinders and sanders, remove flaking rust, flaking mill scale and other foreign matter at the instructed level. White Metal
Blast CleaningSP 5 NACE 1 Sa 3 By blast cleaning with wheels or nozzles using sand, grit and shot, there should be no oil, grease, dust, mill scale, rust, coating, oxides, corrosion products, and other foreign matter when visually observed. Commercial
Blast CleaningSP 6 NACE 3 Sa 2 There should be no oil, grease, dust, mill scale, rust, coating, oxides, corrosion products, and other foreign matter when visually observed.
However, light color fading or marks caused by rust or mill scale stains can be uniformly scattered, but the sum should not exceed 33% per unit area (9 in2).Brush-Off
Blast CleaningSP 7 NACE 4 Sa 1 There should be no oil, grease, dust, loosely adhering rust, mill scale and coating when visually observed. However, closely adhering mill scale, rust and coating may remain. Pickling SP 8 Completely remove rust and mill scale with acid treatment.
However, the surface should be even.Near-White Metal
Blast CleaningSP 10 NACE 2 Sa 2 There should be no oil, grease, dust, mill scale, rust, coating, oxides, corrosion products, and other foreign matter when visually observed.
However, light color fading or marks caused by rust or mill scale stains can be uniformly scattered, but the sum should not exceed 5% per unit area (9 in2).Power Too Cleaning
To Bare MetalSP 11 The surface treatment of bare metal should be done to remove foreign matter such as rust, mill scale, and old film by using power tools and should form a minimum surface roughness of 25㎛. High & Ultrahigh
Pressure Water jettingSP 12 NACE 5 Remove chemical salt, dust, grease, mill scale, and old film by surface treatment using only high-pressure and ultra-high-pressure water without an abrasive. (5) Anti-corrosion grade of steel disc
Grade symbol Description of surface state A Mill scale is present on the entire surface B 50% of mill scale is eliminated, and red rust has started to generate C Almost all mill scale is eliminated, and there is a lot of red rust, but no pitting D Mill scale is completely eliminated, and there is pitting on the entire surface, while covered with hard red rust. (6) ASTM/SSPC Rust Judgment Standard (Film Appearance)
-
 9(0.03%)
9(0.03%)
-
 8(0.01%)
8(0.01%)
-
 7(0.03%)
7(0.03%)
-
 6(1%)
6(1%)
-
 5(3%)
5(3%)
-
 4(10%)
4(10%)
-
 3(17%)
3(17%)
-
 2(33%)
2(33%)
-
 1(50%)
1(50%)
2. Nonferrous Metal
1) Aluminum
Solvents, steam and chemical treatment methods are used. In this way, an etching primer such as a wash primer should be applied after surface treatment. 2) Galvanized steel
① A suitable solvent should be used to remove oil and other foreign matter from the surface. If white zinc salt is formed on the galvanized surface, it should be removed by rinsing because it inhibits adhesion.
② Before coating general paint, an epoxy primer (electro, hot-dip galvanized surface) containing a wash primer (electro-galvanized surface) or zinc phosphate pigment should be applied.
③ After a long period of time of coating with a wash primer or zinc phosphate epoxy primer, paint peeling may occur, as zinc salt will form again on the galvanized surface. Therefore, it is necessary to apply a proper top coat before a long period of time passes. 3) Copper and lead
The best way to adjust the copper and lead substrate is to treat the surface carefully using an abrasive with low pressure after solvent cleaning or treat the surface using a nonferrous metal abrasive. 4) Other nonferrous metals
Before applying other nonferrous metals, an etching primer such as a wash primer should first be applied after solvent cleaning.3. Concrete
Surface Treatment Suitable for Cement and Concrete
1) Curing and drying: The substrate should be dried for about 30 days at 21℃. 2) Dust and grease accumulated on the substrate surface should be removed by mechanical surface treatment or surface etching with blast cleaning and a hydrochloric acid solution (10~15%). 3) Water content limit: below 6% 4) pH level: pH7~pH9 5) Cracks or crevices should be cut into a V-shape and then filled with the proper resin mortar or putty. 6) For concrete surfaces plastered with a trowel, etc., the soft cement layer (LAITANCE) formed on the surface should be removed by mechanical surface treatment or acid etching. 7) If a release agent (FORM RELEASE COMPOUND) is used that is not compatible with the paint specification, the release agent should be completely removed. 8) For the surface treated before coating, the drying condition and neutralization condition in the acid treated areas should be checked, and a test patch can be performed on the substrate in advance to check the adhesion condition.
4. Minimum Surface Treatment by Paint Type
Paint type Minimum surface treatment Dry oil SSPC-SP 2 or 3 Alkyd SSPC-SP 6 Vinyl SSPC-SP 10 or 6 Chlorinated rubber SSPC-SP 10 or 6 Epoxy SSPC-SP 10 or 6 Coal tar epoxy SSPC-SP 10 or 6 Urethane SSPC-SP 10 or 6 Organic zinc SSPC-SP 10 or 6 Inorganic zinc SSPC-SP 10 or 6 -
-